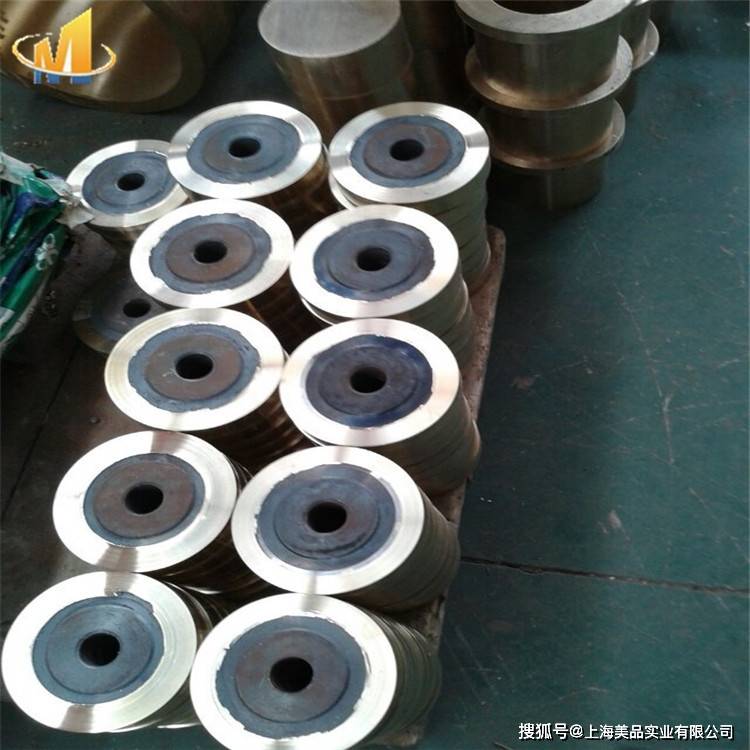
详细描述C93700高铅锡青铜棒C93700离心浇铸工艺
C93700铜合金(高铅锡青铜)详细解析
1. 材料分类与标准
C93700是美国ASTM标准中定义的高铅锡青铜,属于铸造青铜合金,主要用于耐磨、自润滑的轴承和衬套。
标准依据:ASTM B22(铸造青铜轴承材料)或ASTM B271(离心铸造青铜件)。
命名规则:
C:代表铜基合金。
9:表示合金组别(锡青铜)。
37:特定编号,区分成分与性能。
2. 成分组成
元素 含量范围(wt%) 主要作用
锡(Sn) 6.0%-8.0% 提高强度与耐蚀性
铅(Pb) 8.0%-10.0% 改善切削性,提供自润滑性
锌(Zn) ≤2.0% 辅助脱氧,降低成本
铜(Cu) 余量(≈80%) 基体金属,维持导热导电性
3. 物理与机械性能
特性 数值/描述
密度 8.8-9.1 g/cm³
aspcms.cn熔点 约950-1000°C
抗拉强度 铸态:≥220 MPa
延伸率(δ) 铸态:≥15%
硬度 HB 55-75(退火态)
导电率 约12% IACS(低于纯铜)
耐蚀性 抗淡水、润滑油腐蚀,弱于铝青铜
4. 核心特性与优势
自润滑性:高铅含量(8%-10%)在摩擦时形成润滑膜,减少磨损。
易切削性:铅颗粒改善断屑性能,适合精密机加工。
经济性:成本低于镍青铜或铝青铜,适用于大批量生产。
耐压性:承载能力适中,适合中低速、中负载工况。
5. 典型应用领域
滑动轴承:
内燃机连杆轴承、机床主轴衬套(油润滑环境)。
阀门部件:
低压水阀阀座、泵体密封环(需耐轻微腐蚀)。
通用耐磨件:
齿轮、凸轮、链轮(低速非冲击载荷场景)。
艺术铸造:
雕塑、装饰件(易铸造复杂形状,表面可镀层)。
6. 加工与处理建议
铸造工艺:
砂型铸造或离心铸造,浇注温度1050-1150°C,需控制铅偏析。
热处理:
无需强化热处理,必要时300-400°C去应力退火。
机加工:
适合车削、钻孔,推荐硬质合金刀具(避免粘刀)。
表面处理:
镀锡或镀镍提升耐蚀性,抛光用于装饰件。
7. 国际标准对应牌号
地区/标准 对应牌号 备注
欧洲(EN) CC493K(EN 1982) 成分相近(Sn≈7%, Pb≈9%)
中国(GB) ZCuSn7Pb10Zn3(GB 1176) 锌含量略高(3%),性能类似
日本(JIS) BC7(JIS H5120) 铅含量稍低(≈7%)
8. 与同类材料对比
对比项 C93700(高铅锡青铜) C93200(SAE 660)
铅含量 8%-10%(自润滑性更优) 3%-6%(强度更高)
承载能力 中低载荷(≤50 MPa) 中高载荷(≤80 MPa)
成本 较低 略高
适用场景 低速轻载轴承 中速中载轴承(如汽车部件)
9. 注意事项
铅毒性:
避免用于食品接触或饮用水系统(铅可能溶出)。
加工时需通风,防止铅粉尘吸入。

替代选择:
若需环保材料:选择无铅青铜(如C83600,含铋替代铅)。
若需更高强度:选用铝青铜(如C95400)。
10. 典型应用案例
农机轴承衬套:
工况:低速旋转,粉尘环境,脂润滑。
优势:自润滑减少维护频率,成本经济。
液压阀块:
工况:低压油路,频繁启闭。
优势:易加工复杂流道,耐油腐蚀。


